Fachrichtung Chemische Technologie
Bearbeiter: Peter Rauch
Thema:
Belegarbeit
Angefertigt von 10.9. bis 29.9.1987
Seitenzahl: 23
Abbildungen: 4
Literatur: 28
Anhang:
1
Inhaltsverzeichnis
| Verzeichnis der Abkürzungen | 3 | |
| Aufgabenstellung | 4 | |
| 1. | Biologische Produktionsanlagen | 5 |
| 2. | Gestaltung eines umweltgerechten Produktionsprozesses | |
| 2.1. | Allgemeines | |
| 2.2 | Verfahren der Abwasserbehandlung | 7 |
| 2.2.1. | Physikalische und chemische Verfahren | |
| 2.2.2. | Biologische Verfahren | 8 |
| 2.2.2.1. | Allgemeines zu den biologischen Verfahren | |
| 2.2.2.2. | Umweltbiotechnologie | 10 |
| 2.2.2.3. | Biologische toxikologische Teststrecke zur Ablaufüberwachung biologischer Abwasserbehandlungsanlagen | 12 |
| 3. | Entwicklung eines biologischen Verfahrens | 13 |
| 3.1. | Erarbeitung der Verfahrensdokumentation | |
| 3.1.1. | Allgemeine Gesichtspunkte | |
| 3.1.2. | Sicherheitstechnische Gestaltung der biotechnologischen Anlagen | 14 |
| 3.1.3. | Schutzgüte | 15 |
| 3.2. | Beeinflussung der Umwelt durch eine biologische Produktionsanlage | 16 |
| 4. | Zusammenfassung | 18 |
| Verzeichnis der Schemata | 19 | |
| Literaturverzeichnis | 20 |
Verzeichnis der Abkürzungen
BRD Bundesrepublik Deutschland
BSB biochemischer Sauerstoffbedarf
CSB chemischer Sauerstoffbedarf
CLG Chemieanlagenbaukombinat Leipzig/Grimma
GAB Gesundheits-, Arbeits- und Brandschutz
GTVA Großtechnische Versuchsanlage
KTVA Kleintechnische Versuchsanlage
MIK Maximal zulässige Immissionskonzentration
MAK Maximal zulässige Arbeitsplatzkonzentration
SCP Single Cell Protein
VTK Verfahrenstechnische Konzeption
Aufgabenstellung
Der Umweltschutz — als Teilgebiet der sozialistischen Landeskultur - alle wissenschaftlichen, gesetzlichen und technischen Maßnahmen, um die Umwelt des Menschen zu sichern, in der belebten und unbelebten Natur das ökologische Gleichgewicht zu erhalten und durch Umweltplanung die Umweltqualität insgesamt zu verbessern /1/.
Bereits bei der Verfahrensentwicklung ist eine umweltgerechte Gestaltung der Produktionsanlage zu realisieren. In dieser Arbeit können nicht alle Ziele und Faktoren behandelt bzw. aufgeführt werden. Um die Breite zu verdeutlichen, wird hier nur auf ausgewählte Probleme, die zum Teil an praktischen Beispielen erläutert werden, zurückgegriffen.
Bei der mikrobiologischen Industrieanlage kommen verschiedene Stoffverbindungen zum Einsatz, die durch fermentative Aufarbeitung in SCP, Lysin, Vitamine, Enzyme, Antibiotika organische Säuren u.a.m. umgesetzt werden. Bereits bei der Verfahrensentwicklung ist darauf zu achten, daß möglichst keine Umweltbeeinflußung durch das Produkt oder Hilfsstoffe auftritt. Seit einigen Jahren finden biologische Verfahren zur Aufarbeitung von Sekundärrohstoffen und zur Schadstoffbeseitigung verstärkt Anwendung. Es wurden eine ganze Reihe neuer Verfahren entwickelt. Einige sollen hier genannt werden.
Auf Grenzwerte der Konzentration von Inhaltsstoffen (Schadstoffe, Gifte, ...) in anthropogen *) beeinflußten Gewässern kann nicht eingegangen werden. Ebenso können die einzelnen Unterpunkte nicht vollständig abgehandelt werden, da einmal nicht vollständig alle notwendigen Informationen zur Verfugung stehen und andererseits können für umfangreichere Informationen über spezielle Probleme die entsprechende Fachliteratur als Ergänzung eingesehen werden.
*) Auf den Menschen bezüglich.
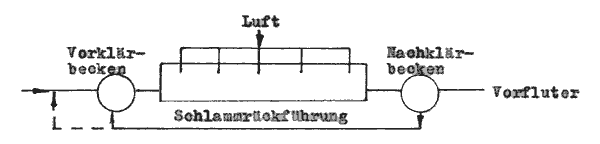
Biochemische Grundreaktionen setzen die direkte oder indirekte Anwesenheit von Mikroorganismen voraus. Sie bewirken eine Stoffumwandlung und werden in Reaktoren technisch realisiert. Zur Gewinnung der Enzyme, Antibiotika, Eiweiße u.a.m. müssen zunächst die lebenden Mikroorganismen vermehrt und im optimalen Reaktionszustand gehalten werden. Ausschlaggebend ist hier z. B. der Temperaturbereich, der pH-Wert, die Belüftungsrate bei aeroben Wachstum, die Zusammensetzung der Nährsubstanz und anderer Faktoren (/2/ S.64). Die Weiterverarbeitung ist unterschiedlich. Am Beispiel des Kieler Verfahren zur Verhefung von Sauermolke in der Hefefabrik C.C. Christiansen (Flensburg), durch TEUBER und MOEBUS (/3/ S.90) beschrieben, soll eine biotechnische Anlage schematisch dargestellt werden (Schema 1).
Schema 1: Kieler Verfahren zur Verhefung von Sauermolke
Bei diesem Verfahren ist zu erkennen, daß einmal die Abluft ( z. B. Keime) und andererseits das anfallende Abwasser (z. B. Eiweißstoffe) behandelt werden muß, bevor es schadstofffrei der Umwelt wieder zugeführt werden kann.
Toxische Stäube lassen sich relativ leicht durch entsprechende Abluftfilter beseitigen.
Die anfallenden Abwässer setzen sich aus Prozeß-, Wasch- sowie Spül- und Leckwässer zusammen. Bei der Erarbeitung des Verfahrens ist von einer bakteriologischen Belastung der Abwässer auszugehen. Je nach Verfahren fallen Eiweiße, Kohlenhydrate, Sulfate, Ammoniak, Nitrate usw. an. Außerdem sind die Abwässer dieses stoffwirtschaftlichen Industriezweiges oft von Abwasserpilzen befallen. Diese biologischen Verunreinigungen bilden eine gute Grundlage für die Entwicklung von pathogenen Bakterien auf Grund der erwärmten Abwässer und des großen Nährstoffangebotes. Diese Abwässer sind vor allem durch ihren hohen Sauerstoffverbrauch gekennzeichnet. Die meisten Verschmutzungssubstanzen in den Wässern werden durch die biologische Selbstreinigung abgebaut. Daher muß der Schadstoffabbau in Oberflächenwässern erfolgen, da im Grundwasser Sauerstoffarmut bis -freiheit vorliegt (/7/ 5. ). Der Verfahrenstechniker hat diese Tatsache zu berücksichtigen. Aber am günstigsten ist eine abproduktarme und -freie Technologie zu entwickeln.
Es gibt eine ganze Reihe von Möglichkeiten, wie verfahrenstechnische Parameter einer zu entwickelnden Anlage gestaltet werden kann, um eine umweltgerechte Produktion zu realisieren. Eine der Möglichkeiten ist die Schaffung von geschlossenen Stoff- sowie Kühl- und Reinigungskreisläufen (siehe Pkt. 3.2.). Die in der Industrie angewendeten biologischen Prozesse sind exotherm. Das heißt, es müssen große Wärmemengen durch das Kühlwasser aufgenommen werden, z. B. aus einem 300 m3 Bioreaktor sind 4,4 x 106kcal/h abzuführen (/4/ S.276). Es wird damit ersichtlich, daß ein hoher Kühlwasserbedarf vorliegt. Biologische Prozesse fordern eine sehr hohe Reinheit, viele müssen sogar unter sterilen Bedingungen betrieben werden. Das fordert einen umfangreichen Reinigungszyklus, so daß neben den Desinfektions- und Reinigungsmitteln auch große Mengen an Waschwasser benötigt werden, die größere Konzentrationen an Schadstoffen beinhalten können, die vom Desinfektionsmittel bis hinzu Eiweißstoffen reichen. Je nach Art der Produktionsanlage und des erzeugten Endproduktes unterscheidet sich der notwendige Aufwand bei der Aufarbeitung des Abwassers. Die kontinuierliche Produktionsanlage zeigt gegenüber der diskontinuierlichen, bezüglich der Reinigung und damit Anfall von Abwasser, einige Vorteile durch die kleinere Anlagengröße und den größeren Reinigungszyklus auf. In der mikrobiologischen Industrie ist es jedoch nicht möglich, auf diskontinuierliche Verfahren zu verzichten.
Viele biologische Produktionsanlagen verarbeiten eine Reihe von Abfallstoffen, die bei der Reinigung von Abwässern oder bei der Massentierhaltung anfallen und als Substrat für die Mikroorganismen verwendet werden. Substrate wie Dieselöl zur Herstellung von Fermosin im VEB PCK Schwedt oder Methanol in der englischen Firma ICI zur Herstellung von SCP sind noch in der Minderzahl, so daß in der Literatur auf eine umweltgerechte Produktion bei der Verfahrensentwicklung kaum eingegangen wird. Auf Probleme und Maßnahmen der Abwasserbehandlung bei biologischen Verfahren wird im Punkt 3 näher eingegangen.
In einer schematischen Übersicht (Anlage 1) werden Möglichkeiten der Reinigung von Abwässern aufgeführt. Nachfolgend werden einige Methoden genannt.
Zur Abtrennung von Feststoffen sowie im Wasser nicht löslichen Flüssigkeiten dienen mechanische Trennverfahren /5, 6/. Das Sieben dient zur Vorreinigung (Grobreinigung). Es werden hierbei grobe und sperrige Abprodukte mit Hilfe von Rechen zurückgehalten. In /7/ wird näher darauf eingegangen. Bei der Sedimentierung wird der Dichteunterschied ausgenutzt (/8/ S.214 ff.). In der gleichen Literatur auf der Seite 268 wird das Zentrifugieren, was für die Behandlung sehr dünner Suspensionen oder die Abtrennung feiner bzw. feinster Feststoffteilchen verwendet wird, beschrieben. Weiterhin gibt es thermische Trennverfahren mit den gelöste Abwasserinhaltsstoffe abgetrennt werden. In der aufgeführten Literatur werden die Destillation (/9/ S.201 ff. bzw. 231 ff.) und die Extraktion (/9/ S.321 ff.) sowie die Verdampfung (/10/ S.54 ff.) beschrieben.
Bei den chemischen Verfahren finden die Fällung und Flockung (/8/ S.230), /11,12/ Anwendung. Durch Fällungs- und Flockungsverfahren werden störende Verbindungen, kolloidale Lösungen und Emulsionen als unlösliche Bestandteile abgeschieden, die dann mechanisch abgetrennt werden können. Mit Hilfe von Neutralisationsverfahren wird das alkalische bzw. saure Milieu des Abwassers durch Vereinigung der Säure-Wasserstoffionen mit den Lauge Hydroxydionen abgebaut /13/. Diese Methode findet unter anderem im VEB Nordbrand, wo auch eine Enzymanlage betrieben wird, Anwendung. Weiterhin können die Adsorption und katalytische Oxydation (/12/ S.73, /6/ S.457 ff.) sowie der Ionenaustausch /12/ Anwendung finden.
Wie bereits in dem Pkt. 2.1. erwähnt, finden biologische Verfahren zur Aufarbeitung von Bestandteilen in Abwässern häuslicher und industrieller Herkunft und der Tierhaltung Anwendung. Aus den Abwässern oder vom Schlamm kann Biomasse hergestellt werden. Da die Abwässer sehr unterschiedliche Herkunft sein können, ist auch ihr Zusammensetzung sehr schwankend. Die Verwertung von Abwässer aus der Nahrungsmittel- und Zellstoffindustrie zur Biomassebildung wird in (/14/ S.162) beschrieben, auch die Verwertung cellulosehaltiger Abwässer aus lindwirtschaftlichen Betrieben und aus der Papierfabrik. (/14/ S.l75 ff.) (Z. B. im VEB Zellstoff- und Papierfabrik Rosenthal Blankenstein wird aus der Sulfitablauge Futtermittel hergestellt).
In der BRD wurde 1975 6006,7 x 106m3 Abwasser mechanisch, teilbiologisch oder vollbiologisch behandelt. Die Abwasserbehandlung erfolgt meist noch heute nach den klassischen, aeroben Belebschlammverfahren mit Oberflächenbelüftung oder mit Sauerstoffversorgung durch Einblasen von Luft (Schema 2).
Schema 2: Belebschlammverfahren in einem Belüftungsbecken
Der biologische Abbau kann unter Mitwirkung von im Wasser gelöstem Sauerstoff - aerober Abbau - oder unter Ausschluß von Sauerstoff - anaerober Abbau - erfolgen (/7/ S.101).
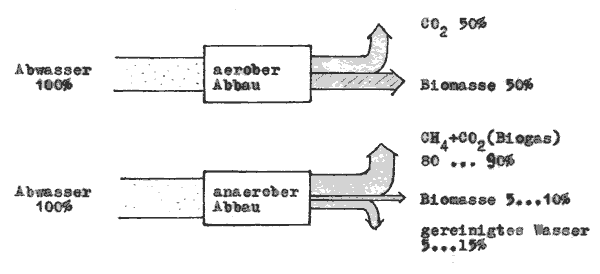
Von Interesse ist die Kohlestoffbilanz bei der aeroben und anaeroben Abwasserreinigung, da man hier bei der Auswahl der Verfahrene entscheiden kann, ob vorwiegend Biomasse oder Biogas erzeugt werden soll (Schema 3).
Schema 3: Kohlenstoffbilanz bei der aeroben und anaeroben Abwasserreinigung (/16/ S.284)
Bei der Lösung von Umweltproblemen wird eine Vielzahl von Techniken eingesetzt, die biotechnologischen Ursprungs sind. Bei diesen Systemen kann zwischen aeroben und aneroben Verfahren unterschieden werden. Jede Methode hat ihre spezifischen Vor- und Nachteile. Die heute am häufigsten angewandte Methode, Anreicherung des Wassers mit Sauerstoff hat folgende Nachteile:
- Derartige Systeme sind sehr energieaufwendig;
- sie belüften das Wasser nur inhomogen;
- es bilden sich potentiell schädliche oder gesundheitsgefährdende Aerosole.
Bei der Anwendung von einem „geschlossenen System“ (z. B. Bayer TURM Biologie, ICI-Deep-Shaft-System und Hoechst-Biotech) wird die Belüftungsbedingung dadurch verbessert, daß die Luft über eine Düse von unten in eine Wassersäule eingeblasen wird. Der Sauerstoffeintrag ist höher und die pathogenen Organismen werden oben im geschlossenen System zurückgehalten. Bei allen aeroben Systemen bleibt aber ca. 50% des eingebrachten organischen Materials nach vollzogener Umsetzung als Biomasse zurück, die kontinuierlich beseitigt werden müssen. Nicht alle Biomasse-Rückstände können z. B. für die Düngung verwendet werden (toxische Substanzen) und müssen deponiert werden.
Unter aneroben Bedingungen werden organische Komponente größtenteils zu Methan und CO2 abgebaut, so daß nur ca. 5%des verfügbaren Substrates nach Umsetzung als Biomasse vorliegen. Es ist damit eine kleinere Deponierkapazität erforderlich. Das Methan kann zusätzlich zur Wärme- und/oder Elektrizitätserzeugung verwendet werden.
Die anaerobe Vorreinigung organisch hochbelasteter Abwässer gewinnt insbesondere in der Agrar- und Nahrungsmittelindustrie zunehmend an Bedeutung, da hierdurch die Kosten für die Abwasserreinigung erheblich gesenkt werden können. Festbettreaktoren mit Bakterienrückhaltung haben gegenüber dem herkömmlich eingesetzten anaeroben Kontaktverfahren mit Bakterienrückführung den Vorteil, daß größere Abbauleistungen, höhere Abbaugrade und eine bessere Prozeßstabilisierung erreicht werden können (/16/ S.153).Durch den Einsatz von Festbett-Umlaufreaktoren kann ein anaerober Abbau von Brüdenkondensaten der Zellstoffindustrie und Brauereiwässer auf eine Verweilzeit von 0,25 bis 0,5 Tagen und einer Raumbelastung von bis zu 100 kg/m3d. gesenkt und der chemische Sauerstoffbedarf um 70 ... 90% eliminiert werden (/18/ S.144). Für die wirtschaftliche Aufarbeitung hochbelasteter Abwässer mit der mikrobiellen Produktion von Biogas wurde der Puls-Bioreaktor entwickelt. Er ist mit einem hochporösen Schwammkörper gefüllt, der im Reaktor zwischen längeren Pulszeiten eine einperiodige Hubbewegung ausführt. Durch diesen Puls wird eine gleichmäßige Durchströmung des gesamten Schwammkörpers sowie eine Ablösung der sich bildenden Biogasblase von der Biomasse erzwungen. Durch diese Maßnahmen wurde die Verweilzeit des Abwassers im Puls-Bioreaktors erheblich verringert. Der SCB-Wert des eintretenden Abwassers, der in der Größenordnung von 12 ... 15 kg je m5 lag, wurde innerhalb von 4 Std. um insgesamt 85% herabgesetzt (/19/ S.119).
Durch eine Denitrifikationsanlage zur Nitrateliminierung aus dem Trinkwasser kann der Nitratgehalt von 50 ... 60 mg/l auf 2 ... 4 mg NO-3/l Trinkwasser verringert werden (/20/ S.33).
Wie Labor- und Pilotexperimente zeigten, können mit Bakterienkulturen die für den Abbau des Brüdenkondensats angereichert werden, im anaeroben Filter die organisch hochbelasteten Brüdenkondensate aus der Zellstoffindustrie mit Abbauleistungen von über 60 kg CSB pro m3 und Tag abgebaut werden (/21/ S.34).
Zum Abschluß soll noch ein anders Verfahren aufgeführt werden. Die Massenzucht photosynthetischer Mikroorganismen in Abwässern werden seit vielen Jahren mit dem Ziel durchgeführt:
- Entfernung von Phospaten und N-haltigen Substanzen
- Zufuhr von Sauerstoff In die Abwässer
- Wasserenthärtung
- Verwendung als Viehfutter
- Verwendung zur Methangewinnung.
Derartige Abwasserteiche oder Becken mit phototrophen Mikroorganismen sind in ihrer Wirkung stark abhängig von der Temperatur und der Lichteinstrahlung (/14/ S. 229 ... 230).
Eine umfangreiche Beschreibung der biologischen Abwasserreinigung und der Methanbildung wird in REHM (/14/ S.647 ... 681) beschrieben.
Dieses Gerät dient zur kontinuierlichen biologischen Sauerstoffbedarfsbestimmung und Toxizitätsüberwachung für die Ablaufkontrolle biologischer Abwasserbehandlungsanlagen.
Das Gerät wurde im VEB Pharmazeutischen Kombinat GERMED entwickelt /22/.
Aufbau
Es besteht aus einem offenen Prüfreaktor, in dem konstante Bedingungen wie Temperatur und Volumen vorliegen. Hierfür werden ein Überlauf- und ein Temperaturwächter sowie eine Heizung eingesetzt. Ein Rührer hat die Aufgabe die p02-Elektrode ständig zu umspülen. Der zweite Rührer wird automatisch bei einer bestimmten Meßwertunterschreitung eingeschaltet.
Der Meß- und Regelteil besteht aus einer pO2-Anzeige, einem Schreibgerät und einem selbst entwickelten Regelteil, wo ein bestimmter Meßwert eingestellt wird. Hier erfolgt auch die Umwandlung der Meßsignale, die im Schreibgerät zu graphischen Kurven aufgezeichnet werden.
Funktion
Nach der Inbetriebnahme wird auf der Skala des p02-Meßgerätes ein bestimmter Sauerstoffanteil im Wasser angezeigt, welcher sich im Prüfreaktor befindet. Durch den Rührer wird ständig die p02-Elektrode umspült, so daß ständig ein durchschnittlicher Gelöstsauerstoffanteil gemessen wird.
Auf dem Schreiber wird dies angezeigt, was gleichzeitig nach der Eichung einen bestimmten BSB-Anteil pro Liter Wasser entspricht. Die Eichung erfolgt durch ein genau definiertes Medium (BGB). Hier erfolgt die Eichung der Elektrode durch Methanol. Verändert sich der Anteil des gelösten Sauerstoffes im zu prüfenden Medium, so wird dies auf dem Schreibgerät angezeigt. Durch die entsprechende elektronische Schaltung wird ein BSB-Anteil angezeigt. Unterschreitet der Sauerstoffgehalt einen bestimmten Wert, so wird der zweite Rührer eingeschaltet. Das Schreibgerät kann bei dem Einsatz eines Rechners entfallen. Der gemessene BSB kann nach kurzer Zeit am Schreibgerät in mg/l abgelesen werden. Eine höhere Konzentration könnte durch einen Teilstrom oder durch eine genau definierte Verdünnung gemessen werden.
Kurzbeschreibung von Kurs- und Langzeittoxizität an Wasserorganismen in einer 2-stufigen Kaskade:
Der Aufbau besteht aus einem Aquarium, welches durch eine Trennwand in zwei Teile geteilt ist. An der einen Seite, der Trennwand, ist eine Öffnung. Eine Seite wird mit klarem Wasser durchströmt, die andere Seite wird mit hochverdünntem Abwasser versehen, dadurch dient das Becken als toxisches Warnsystem. Durch die 2 Kaskaden (akut belastet und. unbelastet) können Studien betrieben werden. Z.B. verlassen die Fische den belasteten Bereich und halten sie sich nur im unbelasteten Bereich auf, so sind größere Konzentrationen von Toxinen vorhanden. Hier kann das Verhalten der Individuen und der Pflanzen beobachtet werden.
Spezielle Probleme zum Gerät
Das eigentliche Anliegen dieses Gerätes ist die möglichst schnelle Anzeige von Abwasserverschmutzungen. Dabei wurde das Gerät in erster Linie für die Abwasser der Industrie entwickelt. Eine Anwendung in der mikrobiologischen Industrie, vor allem ihre Abwässer, ist möglich. Durch eine Ableitung eines Teilstromes kann eine Gesamtkonzentration gemessen werden. Gegenüber der herkömmlichen Methode der verschiedene Titrationsbetimmungen sind wesentliche Vorteile zu erkennen. Die Meßwerte sind gleich und stehen gegenüber der BSB-Bestimmung nach ein bis zwei Minuten zur Verfügung. Herkömmlich dauerte es bei der BSB5- und BSB3-Bestimmung 3... 5 Tage. Diese Zeiteinsparung ist ein wesentlicher Vorteil, da sofort Sanierungsmaßnahmen eingeleitet werden können. Damit wird ein großer Beitrag für den Umweltschutz erbracht, wenn die gesetzlichen Normative eingehalten werden.
In der Forschung und Entwicklung werden verschiedene Arbeitsstufen nach dem Entwicklungsstand der Forschungsarbeit festgelegt. Nach dem Abschluß der Grundlagenforschung und angewandte, technologische Forschung folgt die Verfahrensentwicklung, auf die hier eingegangen werden soll. Die Probleme des Umweltschutzes sind in den einzelnen V-Stufen (V1 bisV11) - Entwicklung und Einführung von technologischen Prozessen, Verfahren, Rezepturen und Erzeugnissen - zu beachten und verfahrenstechnische Lösungen einzuarbeiten.
Erkenntnisse, die im Labor, Technikum und in der Pilotanlage gewonnen werden, gehen in die verfahrenstechnische Konzeption (VTK) ein. Diese ist in einen allgemeinen Teil die ökonomische Zielstellung und Angaben zum Verfahren und zur Anlage gegliedert.
Die VTK enthält Angaben zu den Abprodukten; Verwertbarkeit oder technische Beseitigung; Gutachten der Wasserwirtschaft und der Hygieneinspektion; zur Umweltbelastung; Emission, Lärm; Schutzmaßnahmen u.a.m. (/24/ S.305).
Bei der Erarbeitung der VTK ist gleichzeitig die Schutzgüte für die gesamte Anlage, daß heißt, für alle Teilprozesse nachzuweisen.
Der Schutzgütenachweis stellt eine wichtige Voraussetzung für die wachsenden Anforderungen an die Verhütung von Unfällen, Bränden, Explosionen und Havarien dar. Neben dem Schutz der Menschen vor gesundheitlichen Schädigungen und der materiellen Werte (Aggregate, Anlagen) steht auch die Frage des Umweltschutzes an.
In der DDR sind umfangreiche gesetzliche Grundlagen geschaffen worden, die die o.g. Aufgaben und Pflichten festlegen.
Sicherheitstechnik und Personenschutz haben in der chemischen Verfahrenstechnik schon seit Jahren eine sehr hohe Priorität. Bei der Herstellung biotechnologischer Produkte sind nicht alle Nebenreaktionen bekannt. Bei anaeroben Prozessen können Reaktionen in flüssiger Phase unter Entwicklung von Gasen stattfinden. Die Gase können mit Luft ein Gemisch bilden, welches bei Vorhandensein einer Zündquelle gezündet wird. Nach Einschluß dieses Gemisches in ein vorhandenes Volumen, kann es zu einem heftigen Druckanstieg kommen. Im Labormaßstab sind das oft nur Zentelliter, so daß eine Gemischentzündung oft nur von geringer Bedeutung ist oder gar nicht erst zustande kommt. In einer halbtechnischen oder technischen (Produktions-) Anlage kann die Auswirkung einer Gemischzündung jedoch einen erheblichen Sach- und Personenschaden nach sich ziehen (/25/ S. 45). Die sicherheitstechnische Betrachtung der biotechnologischen Prozesse ist eine wichtige Aufgabe bei der Erarbeitung der Schutzgüte.
Die Schutzgüte ist ein Teil der Gesamtgüte eines Arbeitsverfahrens. Sie wird durch die Funktions-, Technologie-, Gestaltungs-, Lösungsgüte und sonstige Gütemerkmale bestimmt. Die Schutzgüte umfaßt die Merkmale, die zur Kennzeichnung der vollen Erfüllung der Anforderungen des Gesundheits- und Arbeitsschutzes sowie Brandschutzes erforderlich sind. Diese Merkmale müssen alle für jeden einzelnen Verfahrensabschnitt bekannte und denkbare Gefährdungsorte und Erschwernisse beinhalten. Der Nachweis über die Gewährleistung des GAB ist bereits bei der Arbeitsstufe V 3 bzw. bei dem verbindlichen Angebot zu erarbeiten und in den folgenden Arbeitsstufen auf die weitere Gültigkeit zu prüfen und bei Notwendigkeit zu ergänzen, so daß er zur Abschlußleistung vollständig vorliegt. Ergeben sich gegenüber der ersten Arbeitsstufe wesentliche und umfangreiche Veränderungen, so ist in der Regel ein neuer GAB-Nachweis zu erarbeiten /26,24/. Das wurde bei der Enzymanlage im VEB Nordbrand versäumt. Dies soll kurz dargestellt werden. Gegenüber der GTVA wurden bei der Produktionsanlage wesentliche Änderungen bei der Projektierung vorgenommen. So wurden auf der Arbeitsbühne in Kopfhöhe Ventile angebracht, so daß der Laufsteg teilweise nur in gebückter Körperhaltung begangen werden kann. Die Bodenventile der Impffermentoren sind nur für “größeres“ Bedienpersonal erreichbar und beim Betätigen der Entwässerung der Hauptfilter muß die Absperrung überstiegen werden. Des weiteren sind die Rohrenden der Entleerungsleitung der Fermentoren nur mit einem geringen Abstand angeordnet. Diese sind mit einem Flansch versehen, um eine Verbindung durch einen Schlauch mit der jeweiligen Pumpe zu ermöglichen. Diese Leitungen sind mit einem Dampfschutz gegen Infektion versehen. Ist die Herstellung einer Schlauchverbindung erforderlich, so kommt der Anlagenfahrer zwangsläufig mit diesem Sattdampf in Berührung. Die genannten Merkmale traten in der GTVA nicht auf. Damit wurde die technische und technologische Forderung in der Erarbeitung der nachfolgenden Arbeitsstufen nicht konsequent verwirklicht.
Zur Bewertung der Schutzgüte von Verfahren werden Vergleichswerte genutzt, die experimentell ermittelt wurden, aus Erfahrungen von ähnlichen biotechnischen Anlagen resultieren und durch den Gesetzgeber fixierten Mindestforderungen, z. B. MIK- und MAK-Werte, bestimmt werden. Auf dieser Grundlage werden Festlegungen, z. B. zum hygienischen Schutz, spezielle Merkmale der Produktionsdurchführung und der Vor— bzw. Nachbereitungsphase, sicherheitstechnische Angaben zu bestimmten Produktionsabschitten, Angaben zur Bedienung, Wartung, wie die Schutzgute erhalten wird u.a.m., getroffen. Alle diese einzelnen Punkte sind sehr umfangreich. In dieser Arbeit kann darauf nicht weiter eingegangen werden. Für weitere Informationen wird die Literatur /24,27 und 28/ empfohlen. Aus den o.g. Merkmalen wird deutlich, daß die Qualität der Schutzgüte einer biotechnischen Anlage eine entscheidende Bedeutung für eine umweltgerechte Produktion hat.
Um eine mögliche Gefährdungssituation für die Werktätigen, der Anlage und damit der Umwelt einschätzen zu können, bedarf es einer genauen Kenntnis der Eigenschaften, der zum Einsatz kommenden Stoffe, des Produktionsablaufes und deren bestimmenden Parameter, wie Druck, Temperatur und Konzentration. Z. B. bei der Verfahrensentwicklung zur Herstellung von alkalischer Protease lagen unter anderem folgende Probleme an. Durch den Einsatz von CaCl2-Lösung und konzentrierter Schwefelsäure treten werkstoffseitig Probleme auf. Noch schwieriger ist der Schutz des Anlagenpersonals und der Umwelt vor eventuell austretenden Fermentat, bei einer Fehlschaltung oder Havarie. Das Enzym zersetzt jedes Eiweiß und ein Kontakt ist daher unbedingt zu vermeiden.
Durch spezielle technische Sicherungen ist bei der Prozeßführung eine Parameterveränderung zu verhindern. Eine Havarie oder ein unkontrollierter Produktaustritt kann je nach Standort zu größeren territorial begrenzten Einfluß auf die Umwelt führen. Hier ist eine sehr hohe Qualität der Schutzgüte notwendig. Ein gut technologisch ausgelegtes biologisches Verfahren hat im wesentlichen keinen Einfluß auf die Umwelt. In einem Schema (Schema. 4) soll dies dargestellt werden.
Schema 4: Geschlossener Kreislaufe bei einer biotechnologischen Produktion
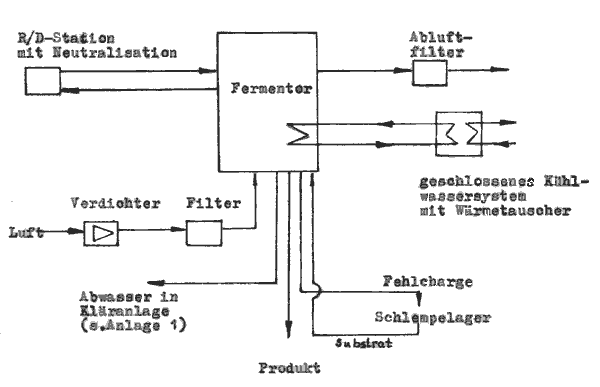
Solche geschlossene Kreisläufe sind, im VEB Nordbrand für die Enzymenlage geschaffen worden. Kompliziert ist die Beseitigung von Fehlchargen, da hier pathogene Keime vorhanden sind. Im o.g. VEB werden die Keime durch Formalin und durch das Aufheizen des Produktes abgetötet. Im Anschluß kann das Produkt wieder dem Schlempelager zugeführt werden.
Bei der KTVA in Böhlen (CLG) wird. das anfallende Produkt gesammelt und anschließend verbrannt.
Durch Fehlschaltungen ist allerdings ein Abfließen des Produktes oder des Reinigungsmittels in das Abwasser möglich. Hier sind nicht nur technische Sicherheitseinrichtungen einzubauen, sondern es ist auch die umweltbewußte Einstellung des Anlagenpersonals zu entwickeln.
Ein weiterer Gesichtspunkt ist die Wärmeentwicklung, die bei der exothermen Reaktion in dem Fermentor auftritt und durch das Kühlwasser abgeführt werden muß. Z. B. entstehen bei der Fermosinanlage im VEB POK Schwedt solche Wärmemengen, daß ein ganzes Stadtgebiet mit Wärme versorgt werden kann. Durch das OLG wurden für die Nutzung der Abwärme eine ganze Reihe von Vorschlägen erarbeitet. Werden die Abwässer mit einer wesentlich höheren Temperatur den natürlichen Wässern zugeführt, so treten beträchtliche Veränderungen der natürlichen Umwelt auf.
Die Produktion von biotechnologischen Erzeugnissen in der DDR ist in den Jahren von 1986 bis 1990 auf das 3-fache zu steigern. Es sind, daher in den nächsten Jahren eine Vielzahl von neuen Verfahren zu erwarten. Das setzt natürlich hohe Anforderungen an die Verfahrensentwicklung. Eine immer größere Rolle spielt dabei die Schutzgüte, die dazu beiträgt, daß möglichst keine Gefährdungssituationen für den Werktätigen der Anlage und der Umwelt auftreten. Bei der Verfahrenserarbeitung ist auf umweltgünstige Technologien, wie z. B. geschlossene Stoffkreisläufe zurück zugreifen.
Ein großer Teil der biotechnologischen Anlagen finden in der Aufarbeitung von Sekundärrohstoffen, die in anderen Industriezweigen anfallen, Anwendung. Sie dienen somit für eine umweltgerechte Produktion. Andere Anlagen finden verstärkt in der Aufarbeitung der Abwässer Anwendung. Die Verarbeitung von unkonventionellen Substraten zu Biomasse ist noch relativ selten. In der Literatur wird daher kaum auf umweltgerechte Produktionsdurchführung eingegangen, so daß ein Vergleich zum internationalen Stand nicht aufgeführt werden kann.
Verzeichnis der Schemata
| Seite | |
| 1. Kieler Verfahren zur Verhefung von Sauermolke | 5 |
| 2. Belebschlammverfahren in einem Belüftungsbecken | 9 |
| 3. Kohlenstoffbilanz bei der aeroben und anaeroben Abwasserreinigung | |
| 4. Geschlossene Kreisläufe bei einer biotechnologischen Produktionsanlage | 17 |
Anlagenverzeichnis
1. Möglichkeiten zur Reinigung von Abwasser 22
Anlage 1: Möglichkeit zur Reinigung von Abwässer
| /1/ | ABC Umweltschutz, Leipzig VEB Deutscher Verlag für Grundstoffindustrie 1978 |
| /2/ | Schade, W.; Einführung in die chemische Technologie, VEB Deutscher Verlag der Wissenschaften 1980 |
| /3/ | Teuber,M.; Moebus,D.; Molke als Prozeßwasser für die Produktion von SCP, Gesellschaft für Biotechnologische Forschung mbH Braunschweig - Stöchheim - Mikrobielle Proteingewinnung und Biotechnologie, 3. Symposum 1980, S.87...96 |
| /4/ | Wulf, C.; Biotechnologie, LB der angewandten Mikrobiologie, Oldenburg 1984 |
| /5/ | Schubert, H.,u.a.; Mechanische Verfahrenstechnik Leipzig, VEB Deutscher Verlag für Grundstoffindustrie 1986 |
| /6/ | Gordan, G.M., Aladschalow, J.A.; Gasreinigung durch Schlauchfilter in der Bundmetallurgie, Metallurgieverlag Moskau 1956 |
| /7/ | Jugel, W., u.a.; Umweltschutztechnik VEB Deutscher Verlag für Grundstoffindustrie Leipzig,1986 |
| /8/ | Robel, H., u.a.; LB der chemischen Verfahrenstechnik, VEB Deutscher Verlag für Grundstoffindustrie Leipzig, 1983 |
| /9/ | Weiß, S., u.a.; Thermische Verfahrenstechnik I u. II, VEB Deutscher Verlag für Grundstoffindustrie Leipzig, 1984 |
| /10/ | Randolf, R.; Kanalisation und Abwasserbehandlung Berlin, VEB Verlag für Bauwesen 1973 |
| /11/ | Budde, K., u.a.; Reaktionstechnik I, II u. III, VEB Deutscher Verlag für Grundstoffindustrie 1984 u. 1977 |
| /12/ | Maksirnov, V.J.; Volf, J,V.; Oĉistha i Rekuperacija promyŝlennych Vybrosov, 2. Aufl. Moskva: Izd. Lesnaja Promyŝ-lennost 1981 |
| /13/ | Schulze, E.: Wasserhygiene, Lehrbrief Dresden 1973, Technische Universität Sektion Wasserwesen |
| /14/ | Rehm, H.-J.; Industrielle Mikrobiologie, Springer Verlag Berlin – Hedelberg-New York 1980 |
| /15/ | Wulf, C.: Biotechnologie, Lehrbuch der angewandten Mikrobiologie, R. Oldenburg Verlag München Wien 1984 |
| /16/ | Weiland, P.; Wulfert, K.; Festbettreaktoren zur anaeroben Reinigung hochbelasteter Abwasser Entwicklung und Anwendung in: Biotech-Forum 3(1986)3 |
| /17/ | Tindall, B.J.; Fakoussa, R.M.; Umwelttechnologie und Biosensoren, NOWEA-Fachgespräch zur Biotec`87 in Biotech-Forum 3(1986)4 |
| /18/ | Aivasidis, A., et ads. ; Neuere Entwicklungen in der Verfahrens- und Reaktorgestaltung bei der anaeroben Abwasserreinigung in Biotech-Forum 3(1986)3 |
| /19/ | Hwang. K.-Y.; Brauer, H.; Anaerobe Abwasserreinigung mit Biogasproduktion im Pulsreaktor in Biotech-Forum 4(1987)3 |
| /20/ | Frank, Oh.; Dott, W.; Entfernung von Nitrat aus dem Trinkwasser mit Hilfe der biologischen Denitrifikation in Biotech-Forum 3/4 1984 |
| /21/ | Sahm, H.; Anaerobe Reinigung von Abwasser aus der Zellstoffindustrie Biotec’87-Kongreß in Biotech-Forum 4(1987)1 |
| /22/ | Information von der MMM Leipzig 1984 |
| /23/ | Autorenkollektiv: Die Ökonomie der betrieblichen Forschung und Entwicklung: Handbuch, Berlin Verlag die Wirtschaft 1977 |
| /24/ | Altmann, R.; Brandenburg, W.; Martin, A.; Grundlagen der Technologie der Stoffwirtschaft VEB Deutscher Verlag für Grundstoffindustrie Leipzig 1982 |
| /25/ | Schefer, H.-J.; Scale-up in der Biotechnologie aus der Sicht des anlagenplanenden Verfahrensingenieurs in Biotech-Forum 4(1987)1 |
| /26/ | Schutzgüteordnung der Technischen Hochschule Leipzig 1987 |
| /27/ | Arldt, Heinz; Sicherung der Schutzgüte bei der Vorbereitung und Durchführung von Investitionen, Verlag Tribüne 1974 |
| /28/ | Rieger, U.; Schutzgüte der Arbeitsmittel, Arbeitsverfahren, Verlag Tribüne 1985 |
© Bauratgeber | Marktplatz der Bauideen | Sanierungskosten | Bauökonomie | Datenschutzerklärung | Impressum | 08/2018 ![]()
